- 1.1. Block Flow Diagram (BFD)
- 1.2. Process Flow Diagram (PFD)
- 1.3. Piping and Instrumentation Diagram (P&ID)
- 1.4. Additional Diagrams
- 1.5. Three-Dimensional Representation of a Process
- 1.6. The 3-D Plant Model
- 1.7. Operator and 3-D Immersive Training Simulators
- 1.8. Summary
- References
- Short Answer Questions
- Problems
Like this article? We recommend
Like this article? We recommend
Like this article? We recommend
1.5. Three-Dimensional Representation of a Process
As mentioned earlier, the major design work products, both chemical and mechanical, are recorded on two-dimensional diagrams (PFD, P&ID, etc.). However, when it comes to the construction of the plant, there are many issues that require a three-dimensional representation of the process. For example, the location of shell-and-tube exchangers must allow for tube bundle removal for cleaning and repair. Locations of pumps must allow for access for maintenance and replacement. For compressors, this access may also require that a crane be able to remove and replace a damaged drive. Control valves must be located at elevations that allow operator access. Sample ports and instrumentation must also be located conveniently. For anyone who has toured a moderate-to-large chemical facility, the complexity of the piping and equipment layout is immediately apparent. Even for experienced engineers, the review of equipment and piping topology is far easier to accomplish in 3-D than 2-D. Due to the rapid increase in computer power and advanced software, such representations are now done routinely using the computer. In order to “build” an electronic representation of the plant in 3-D, all the information in the previously mentioned diagrams must be accessed and synthesized. This in itself is a daunting task, and a complete accounting of this process is well beyond the scope of this text. However, in order to give the reader a flavor of what can now be accomplished using such software, a brief review of the principles of plant layout design will be given. A more detailed account involving a virtual plant tour of the dimethyl ether (DME) plant (Appendix B.1) is given on the CD accompanying this book.
For a complete, detailed analysis of the plant layout, all equipment sizes, piping sizes, PFDs, P&IDs, and all other information should be known. However, for this description, a preliminary plant layout based on information given in the PFD of Figure B.1.1 is considered. Using this figure and the accompanying stream tables and equipment summary table (Tables B.1.1 and B.1.3), the following steps are followed:
- The PFD is divided into logical subsystems. For the DME process, there are three logical subsections, namely, the feed and reactor section, the DME purification section, and the methanol separation and recycle section. These sections are shown as dotted lines on Figure 1.8.
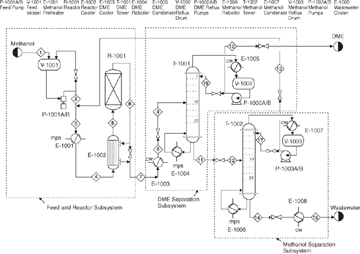
Figure 1.8. Subsystems for Preliminary Plan Layout for DME Process
- For each subsystem, a preliminary plot plan is created. The topology of the plot plan depends on many factors, the most important of which are discussed below.
In general, the layout of the plot plan can take one of two basic configurations: the grade-level, horizontal, in-line arrangement and the structure-mounted vertical arrangement [5]. The grade-level, horizontal, in-line arrangement will be used for the DME facility. In this arrangement, the process equipment units are aligned on either side of a pipe rack that runs through the middle of the process unit. The purpose of the pipe rack is to carry piping for utilities, product, and feed to and from the process unit. Equipment is located on either side of the pipe rack, which allows for easy access. In addition, vertical mounting of equipment is usually limited to a single level. This arrangement generally requires a larger “footprint” and, hence, more land than does the structure-mounted vertical arrangement. The general arrangement for these layout types is shown in Figure 1.9.
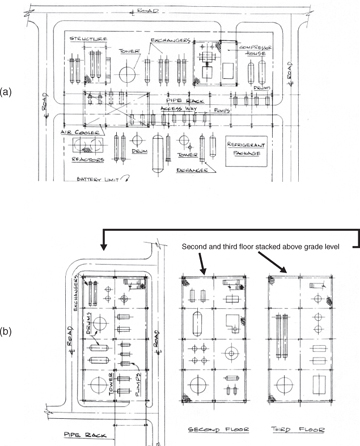
Figure 1.9. Different Types of Plant Layout: (a) Grade-Mounted, Horizontal, In-line Arrangement, and (b) Structure-Mounted Vertical Arrangement (Source: Process Plant Layout and Piping Design, by E. Bausbacher and R. Hunt, © 1994, reprinted by permission of Pearson Education, Inc., Upper Saddle River, NJ)
The minimum spacing between equipment should be set early on in the design. These distances are set for safety purposes and should be set with both local and national codes in mind. A comprehensive list of the recommended minimum distances between process equipment is given by Bausbacher and Hunt [5]. The values for some basic process equipment are listed in Table 1.11.
Table 1.11. Recommended Minimum Spacing (in Feet) between Process Equipment for Refinery, Chemical, and Petrochemical Plants
Pumps
Compressors
Reactors
Towers and Vessels
Exchangers
Pumps
M
25
M
M
M
Compressors
M
30
M
M
Reactors
M
15
M
Towers
M
M
Exchangers
M
M = minimum for maintenance access
Source: Process Plant Layout and Piping Design, by E. Bausbacher and R. Hunt, © 1994, reprinted by permission of Pearson Education, Inc., Upper Saddle River, NJ
The sizing of process equipment should be completed and the approximate location on the plot plan determined. Referring to Table B.1.3 for equipment specifications gives some idea of key equipment sizes. For example, the data given for the reflux drums V-202 and V-203, reactor R-201, and towers T-201 and T-202 are sufficient to sketch these units on the plot plan. However, pump sizes must be obtained from vendors or previous jobs, and additional calculations for heat exchangers must be done to estimate their required footprint on the plot plan. Calculations to illustrate the estimation of equipment footprints are given in Example 1.11.
Example 1.11.
Estimate the footprint for E-202 in the DME process.
From Table B.1.3 the following information can be found:
- Floating-Head Shell-and-Tube design
- Area = 171 m2
- Hot Side—Temperatures: in at 364°C and out at 281°C
- Cold Side—Temperatures: in at 154°C and out at 250°C
- Choose a two-shell pass and four-tube pass exchanger
- Area per shell = 171/2 = 85.5 m2
- Using 12 ft, 1-in OD tubes, 293 tubes per shell are needed
Assuming the tubes are laid out on a 1¼-in square pitch, a 27-in ID shell is required.
Assume that the front and rear heads (where the tube fluid turns at the end of the exchanger) are 30 in in diameter and require 2 ft each (including flanges), and that the two shells are stacked on top of each other. The footprint of the exchanger is given in Figure E1.11.
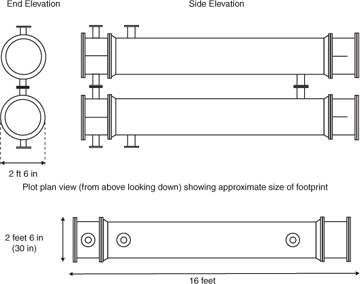
Figure E1.11. Approximate Dimensions and Footprint of Exchanger E-202
Next, the size of the major process lines must be determined. In order to estimate these pipe sizes, it is necessary to make use of some heuristics. A heuristic is a simple algorithm or hint that allows an approximate answer to be calculated. The preliminary design of a piece of equipment might well use many such heuristics, and some of these might conflict with each other. Like any simplifying procedure, the result from a heuristic must be reviewed carefully. For preliminary purposes, the heuristics from Chapter 11 can be used to estimate approximate pipe sizes. Example 1.12 illustrates the heuristic for calculating pipe size.
Example 1.12.
Consider the suction line to P-202 A/B; what should be the pipe diameter?
From Table 11.8, 1(b) for liquid pump suction, the recommended liquid velocity and pipe diameter are related by u = (1.3 + D (in)/6) ft/s.
From Table B.1.1, the mass flowrate of the stream entering P-202,
 = Stream 16 + Stream 10 = 2170 + 5970 = 8140 kg/h and the density is found to be 800 kg/m3.
= Stream 16 + Stream 10 = 2170 + 5970 = 8140 kg/h and the density is found to be 800 kg/m3.The volumetric flowrate is 8140/800 = 10.2 m3/h = 0.00283 m3/s= 0.0998 ft3/s.
The procedure is to calculate the velocity in the suction line and compare it to the heuristic. Using this approach, the following table is constructed:
Therefore, the pipe diameter that satisfies both the heuristic and the continuity equation lies between 3 and 4 in. Taking a conservative estimate, a 4-in suction line is chosen for P-202.
The next step to consider is the placement of equipment within the plot plan. This placement must be made considering the required access for maintenance of the equipment and also the initial installation. Although this step may seem elementary, there are many cases [5] where the incorrect placement of equipment subsequently led to considerable cost overruns and major problems both during the construction of the plant and during maintenance operations. Consider the example shown in Figure 1.10(a), where two vessels, a tower, and a heat exchanger are shown in the plot plan. Clearly, V-1 blocks the access to the exchanger’s tube bundle, which often requires removal to change leaking tubes or to remove scale on the outside of the tubes. With this arrangement, the exchanger would have to be lifted up vertically and placed somewhere where there was enough clearance so that the tube bundle could be removed. However, the second vessel, V-2, and the tower T-1 are located such that crane access is severely limited and a very tall (and expensive) crane would be required. The relocation of these same pieces of equipment, as shown in Figure 1.10(b), alleviates both these problems. There are too many considerations of this type to cover in detail in this text, and the reader is referred to Bausbacher and Hunt [5] for more in-depth coverage of these types of problems. Considering the DME facility, a possible arrangement for the feed and reactor subsection is shown in Figure 1.11.
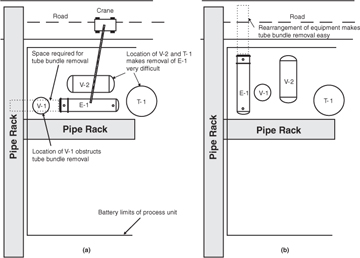
Figure 1.10. The Effect of Equipment Location on the Ease of Access for Maintenance, Installation, and Removal
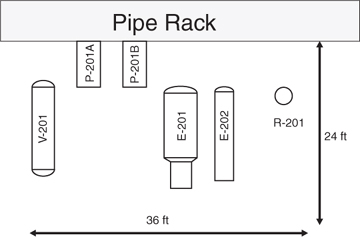
Figure 1.11. Possible Equipment Arrangement for the Reactor and Feed Section of DME Facility, Unit 200
- The elevation of all major equipment is established. In general, equipment located at grade (ground) level is easier to access and maintain and is cheaper to install. However, there are circumstances that dictate that equipment be elevated in order to provide acceptable operation. For example, the bottoms product of a distillation column is a liquid at its bubble point. If this liquid is fed to a pump, then, as the pressure drops in the suction line due to friction, the liquid boils and causes the pumps to cavitate. To alleviate this problem, it is necessary to elevate the bottom of the column relative to the pump inlet, in order to increase the Net Positive Suction Head Available (for more detail about NPSHA see Chapter 21). This can be done by digging a pit below grade for the pump or by elevating the tower. Pump pits have a tendency to accumulate denser-than-air gases, and maintenance of equipment in such pits is dangerous due to the possibility of suffocation and poisoning (if the gas is poisonous). For this reason, towers are generally elevated between 3 and 5 m (10 and 15 ft) above ground level by using a “skirt.” This is illustrated in Figure 1.12. Another reason for elevating a distillation column is also illustrated in Figure 1.12. Often a thermosiphon reboiler is used. These reboilers use the difference in density between the liquid fed to the reboiler and the two-phase mixture (saturated liquid-vapor) that leaves the reboiler to “drive” the circulation of bottoms liquid through the reboiler. In order to obtain an acceptable driving force for this circulation, the static head of the liquid must be substantial, and a 3–5 m height differential between the liquid level in the column and the liquid inlet to the reboiler is typically sufficient. Examples showing when equipment elevation is required are given in Table 1.12.
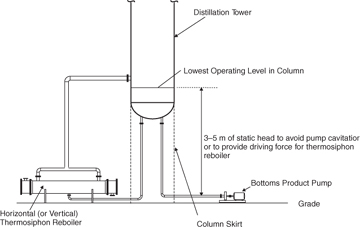
Figure 1.12. Sketch Illustrating Reasons for Elevating Distilling Column
Table 1.12. Reasons for Elevating Equipment
Equipment to Be Elevated
Reason for Elevation
Columns or vessels
When the NPSH available is too low to avoid cavitation in the discharge pump, equipment must be elevated.
Columns
To provide driving head for thermosiphon reboilers.
Any equipment containing suspended solids or slurries
To provide gravity flow of liquids containing solids that avoids the use of problematic slurry pumps.
Contact barometric condensers
This equipment is used to produce vacuum by expanding high-pressure steam through an ejector. The condensables in the vapor are removed by direct contact with a cold-water spray. The tail pipe of such a condenser is sealed with a 34-foot leg of water.
Critical fire-water tank (or cooling water holding tank)
In some instances, flow of water is absolutely critical, for example, in firefighting or critical cooling operations. The main water supply tank for these operations may be elevated to provide enough water pressure to eliminate the need for feed pumps.
- Major process and utility piping are sketched in. The final step in this preliminary plant layout is to sketch in where the major process (and utility) pipes (lines) go. Again, there are no set rules to do this. However, the most direct route between equipment that avoids clashes with other equipment and piping is usually desirable. It should be noted that utility lines originate and usually terminate in headers located on the pipe rack. When process piping must be run from one side of the process to another, it may be convenient to run the pipe on the pipe rack. All control valves, sampling ports, and major instrumentation must be located conveniently for the operators. This usually means that they should be located close to grade or a steel access platform. This is also true for equipment isolation valves.
)
)
)
)
)
)
)