- 1.1. Block Flow Diagram (BFD)
- 1.2. Process Flow Diagram (PFD)
- 1.3. Piping and Instrumentation Diagram (P&ID)
- 1.4. Additional Diagrams
- 1.5. Three-Dimensional Representation of a Process
- 1.6. The 3-D Plant Model
- 1.7. Operator and 3-D Immersive Training Simulators
- 1.8. Summary
- References
- Short Answer Questions
- Problems
Like this article? We recommend
Like this article? We recommend
Like this article? We recommend
1.2. Process Flow Diagram (PFD)
The process flow diagram (PFD) represents a quantum step up from the BFD in terms of the amount of information that it contains. The PFD contains the bulk of the chemical engineering data necessary for the design of a chemical process. For all of the diagrams discussed in this chapter, there are no universally accepted standards. The PFD from one company will probably contain slightly different information from the PFD for the same process from another company. Having made this point, it is fair to say that most PFDs convey very similar information. A typical commercial PFD will contain the following information:
- All the major pieces of equipment in the process will be represented on the diagram along with a description of the equipment. Each piece of equipment will have assigned a unique equipment number and a descriptive name.
- All process flow streams will be shown and identified by a number. A description of the process conditions and chemical composition of each stream will be included. These data will be either displayed directly on the PFD or included in an accompanying flow summary table.
- All utility streams supplied to major equipment that provides a process function will be shown.
- Basic control loops, illustrating the control strategy used to operate the process during normal operations, will be shown.
It is clear that the PFD is a complex diagram requiring a substantial effort to prepare. It is essential that it should remain uncluttered and be easy to follow, to avoid errors in presentation and interpretation. Often PFDs are drawn on large sheets of paper (for example, size D: 24 in × 36 in), and several connected sheets may be required for a complex process. Because of the page size limitations associated with this text, complete PFDs cannot be presented here. Consequently, certain liberties have been taken in the presentation of the PFDs in this text. Specifically, certain information will be presented in accompanying tables, and only the essential process information will be included on the PFD. The resulting PFDs will retain clarity of presentation, but the reader must refer to the flow summary and equipment summary tables in order to extract all the required information about the process.
Before the various aspects of the PFD are discussed, it should be noted that the PFD and the process that is described in this chapter will be used throughout the book. The process is the hydrodealkylation of toluene to produce benzene. This is a well-studied and well-understood commercial process still used today. The PFD presented in this chapter for this process is technically feasible but is in no way optimized. In fact, many improvements to the process technology and economic performance can be made. Many of these improvements will become evident when the appropriate material is presented. This allows the techniques provided throughout this text to be applied both to identify technical and economic problems in the process and to make the necessary process improvements. Therefore, throughout the text, weak spots in the design, potential improvements, and a path toward an optimized process flow diagram will be identified.
The basic information provided by a PFD can be categorized into one of the following:
- Process topology
- Stream information
- Equipment information
Each aspect of the PFD will be considered separately. After each of the three topics has been addressed, all the information will be gathered and presented in the form of a PFD for the benzene process.
1.2.1. Process Topology
Figure 1.3 is a skeleton process flow diagram for the production of benzene (see also the block flow process diagram in Figure 1.1). This skeleton diagram illustrates the location of the major pieces of equipment and the connections that the process streams make between equipment. The location of and interaction between equipment and process streams are referred to as the process topology.
)
Figure 1.3. Skeleton Process Flow Diagram (PFD) for the Production of Benzene via the Hydrodealkylation of Toluene
Equipment is represented symbolically by “icons” that identify specific unit operations. Although the American Society of Mechanical Engineers (ASME) [2] publishes a set of symbols to use in preparing flowsheets, it is not uncommon for companies to use in-house symbols. A comprehensive set of symbols is also given by Austin [3]. Whatever set of symbols is used, there is seldom a problem in identifying the operation represented by each icon. Figure 1.4 contains a list of the symbols used in process diagrams presented in this text. This list covers more than 90% of those needed in fluid (gas or liquid) processes.
)
Figure 1.4. Symbols for Drawing Process Flow Diagrams
Figure 1.3 shows that each major piece of process equipment is identified by a number on the diagram. A list of the equipment numbers along with a brief descriptive name for the equipment is printed along the top of the diagram. The location of these equipment numbers and names roughly corresponds to the horizontal location of the corresponding piece of equipment. The convention for formatting and identifying the process equipment is given in Table 1.2.
Table 1.2. Conventions Used for Identifying Process Equipment
|
Process Equipment |
General Format XX-YZZ A/B |
|
|
XX are the identification letters for the equipment classification |
|
|
C - Compressor or Turbine |
|
|
E - Heat Exchanger |
|
|
H - Fired Heater |
|
|
P - Pump |
|
|
R - Reactor |
|
|
T - Tower |
|
|
TK - Storage Tank |
|
|
V - Vessel |
|
|
Y designates an area within the plant |
|
|
ZZ is the number designation for each item in an equipment class |
|
|
A/B identifies parallel units or backup units not shown on a PFD |
|
Supplemental Information |
Additional description of equipment given on top of PFD |
Table 1.2 provides the information necessary for the identification of the process equipment icons shown in a PFD. As an example of how to use this information, consider the unit operation P-101A/B and what each number or letter means.
- P-101A/B identifies the equipment as a pump.
- P-101A/B indicates that the pump is located in area 100 of the plant.
- P-101A/B indicates that this specific pump is number 01 in unit 100.
- P-101A/B indicates that a backup pump is installed. Thus, there are two identical pumps, P-101A and P-101B. One pump will be operating while the other is idle.
The 100 area designation will be used for the benzene process throughout this text. Other processes presented in the text will carry other area designations. Along the top of the PFD, each piece of process equipment is assigned a descriptive name. From Figure 1.3 it can be seen that Pump P-101 is called the “toluene feed pump.” This name will be commonly used in discussions about the process and is synonymous with P-101.
During the life of the plant, many modifications will be made to the process; often it will be necessary to replace or eliminate process equipment. When a piece of equipment wears out and is replaced by a new unit that provides essentially the same process function as the old unit, then it is not uncommon for the new piece of equipment to inherit the old equipment’s name and number (often an additional letter suffix will be used, e.g., H-101 might become H-101A). On the other hand, if a significant process modification takes place, then it is usual to use new equipment numbers and names. Example 1.1, taken from Figure 1.3, illustrates this concept.
The E-102 designation is retired and not reassigned to the new equipment. There can be no mistake that E-107 and E-108 are new units in this process and that E-102 no longer exists.
1.2.2. Stream Information
Referring back to Figure 1.3, it can be seen that each of the process streams is identified by a number in a diamond box located on the stream. The direction of the stream is identified by one or more arrowheads. The process stream numbers are used to identify streams on the PFD, and the type of information that is typically given for each stream is discussed in the next section.
Also identified in Figure 1.3 are utility streams. Utilities are needed services that are available at the plant. Chemical plants are provided with a range of central utilities that include electricity, compressed air, cooling water, refrigerated water, steam, condensate return, inert gas for blanketing, chemical sewer, wastewater treatment, and flares. A list of the common services is given in Table 1.3, which also provides a guide for the identification of process streams.
Table 1.3. Conventions for Identifying Process and Utility Streams
|
Process Streams |
|
|
All conventions shown in Table 1.1 apply. |
|
|
Diamond symbol located in flow lines. |
|
|
Numerical identification (unique for that stream) inserted in diamond. |
|
|
Flow direction shown by arrows on flow lines. |
|
|
Utility Streams |
|
|
lps |
Low-Pressure Steam: 3–5 barg (sat)* |
|
mps |
Medium-Pressure Steam: 10–15 barg (sat)* |
|
hps |
High-Pressure Steam: 40–50 barg (sat)* |
|
htm |
Heat Transfer Media (Organic): to 400°C |
|
cw |
Cooling Water: From Cooling Tower 30°C Returned at Less than 45°C+ |
|
wr |
Water: From River 25°C Returned at Less than 35°C |
|
rw |
Refrigerated Water: In at 5°C Returned at Less than 15°C |
|
rb |
Refrigerated Brine: In at -45°C Returned at Less than 0°C |
|
cs |
Chemical Wastewater with High COD |
|
ss |
Sanitary Wastewater with High BOD, etc. |
|
el |
Electric Heat (Specify 220, 440, 660V Service) |
|
bfw |
Boiler Feed Water |
|
ng |
Natural Gas |
|
fg |
Fuel Gas |
|
fo |
Fuel Oil |
|
fw |
Fire Water |
|
*These pressures are set during the preliminary design stages and typical values vary within the ranges shown. +Above 45°C, significant scaling occurs. |
|
Each utility is identified by the initials provided in Table 1.3. As an example, locate E-102 in Figure 1.3. The notation, cw, associated with the nonprocess stream flowing into E-102 indicates that cooling water is used as a coolant.
Electricity used to power motors and generators is an additional utility that is not identified directly on the PFD or in Table 1.3 but is treated separately. Most of the utilities shown are related to equipment that adds or removes heat within the process in order to control temperatures. This is common for most chemical processes.
From the PFD in Figure 1.3, the identification of the process streams is clear. For small diagrams containing only a few operations, the characteristics of the streams such as temperatures, pressures, compositions, and flowrates can be shown directly on the figure, adjacent to the stream. This is not practical for a more complex diagram. In this case, only the stream number is provided on the diagram. This indexes the stream to information on a flow summary or stream table, which is often provided below the process flow diagram. In this text the flow summary table is provided as a separate attachment to the PFD.
The stream information that is normally given in a flow summary table is given in Table 1.4. It is divided into two groups—required information and optional information—that may be important to specific processes. The flow summary table, for Figure 1.3, is given in Table 1.5 and contains all the required information listed in Table 1.4.
Table 1.4. Information Provided in a Flow Summary
|
Required Information |
|
Stream Number |
|
Temperature (°C) |
|
Pressure (bar) |
|
Vapor Fraction |
|
Total Mass Flowrate (kg/h) |
|
Total Mole Flowrate (kmol/h) |
|
Individual Component Flowrates (kmol/h) |
|
Optional Information |
|
Component Mole Fractions |
|
Component Mass Fractions |
|
Individual Component Flowrates (kg/h) |
|
Volumetric Flowrates (m3/h) |
|
Significant Physical Properties
|
|
Thermodynamic Data
|
|
Stream Name |
Table 1.5. Flow Summary Table for the Benzene Process Shown in Figure 1.3 (and Figure 1.5)
| Stream Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
|
Temperature (°C) |
25 |
59 |
25 |
225 |
41 |
600 |
41 |
38 |
654 |
90 |
147 |
112 |
112 |
112 |
38 |
38 |
38 |
38 |
112 |
|
Pressure (bar) |
1.90 |
25.8 |
25.5 |
25.2 |
25.5 |
25.0 |
25.5 |
23.9 |
24.0 |
2.6 |
2.8 |
3.3 |
2.5 |
3.3 |
2.3 |
2.5 |
2.8 |
2.9 |
2.5 |
|
Vapor Fraction |
0.0 |
0.0 |
1.00 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
0.0 |
0.0 |
0.0 |
1.0 |
0.0 |
0.0 |
1.0 |
1.0 |
0.0 |
1.0 |
|
Mass Flow (tonne/h) |
10.0 |
13.3 |
0.82 |
20.5 |
6.41 |
20.5 |
0.36 |
9.2 |
20.9 |
11.6 |
3.27 |
14.0 |
22.7 |
22.7 |
8.21 |
2.61 |
0.07 |
11.5 |
0.01 |
|
Mole Flow (kmol/h) |
108.7 |
144.2 |
301.0 |
1204.4 |
758.8 |
1204.4 |
42.6 |
1100.8 |
1247.0 |
142.2 |
35.7 |
185.2 |
291.6 |
290.7 |
105.6 |
304.2 |
4.06 |
142.2 |
0.90 |
|
Component Flowrates (kmol/h) |
|||||||||||||||||||
|
Hydrogen |
0.0 |
0.0 |
286.0 |
735.4 |
449.4 |
735.4 |
25.2 |
651.9 |
652.6 |
0.02 |
0.0 |
0.0 |
0.02 |
0.0 |
0.0 |
178.0 |
0.67 |
0.02 |
0.02 |
|
Methane |
0.0 |
0.0 |
15.0 |
317.3 |
302.2 |
317.3 |
16.95 |
438.3 |
442.3 |
0.88 |
0.0 |
0.0 |
0.88 |
0.0 |
0.0 |
123.05 |
3.10 |
0.88 |
0.88 |
|
Benzene |
0.0 |
1.0 |
0.0 |
7.6 |
6.6 |
7.6 |
0.37 |
9.55 |
116.0 |
106.3 |
1.1 |
184.3 |
289.46 |
289.46 |
105.2 |
2.85 |
0.26 |
106.3 |
0.0 |
|
Toluene |
108.7 |
143.2 |
0.0 |
144.0 |
0.7 |
144.0 |
0.04 |
1.05 |
36.0 |
35.0 |
34.6 |
0.88 |
1.22 |
1.22 |
0.4 |
0.31 |
0.03 |
35.0 |
0.0 |
With information from the PFD (Figure 1.3) and the flow summary table (Table 1.5), problems regarding material balances and other problems are easily analyzed. Example 1.2 and Example 1.3 are provided to offer experience in working with information from the PFD.
Example 1.2.
Check the overall material balance for the benzene process shown in Figure 1.3. From the figure, identify the input streams as Stream 1 (toluene feed) and Stream 3 (hydrogen feed) and the output streams as Stream 15 (product benzene) and Stream 16 (fuel gas). From the flow summary table, these flows are listed as (units are in (103 kg)/h):
)
){kind=link}
Balance is achieved since Output = Input.
1.2.3. Equipment Information
The final element of the PFD is the equipment summary. This summary provides the information necessary to estimate the costs of equipment and furnish the basis for the detailed design of equipment. Table 1.6 provides the information needed for the equipment summary for most of the equipment encountered in fluid processes.
Table 1.6. Equipment Descriptions for PFD and P&IDs
|
Equipment Type |
|
Description of Equipment |
|
Towers |
|
Size (height and diameter), Pressure, Temperature Number and Type of Trays Height and Type of Packing Materials of Construction |
|
Heat Exchangers |
|
Type: Gas-Gas, Gas-Liquid, Liquid-Liquid, Condenser, Vaporizer Process: Duty, Area, Temperature, and Pressure for both streams Number of Shell and Tube Passes Materials of Construction: Tubes and Shell |
|
Tanks and Vessels |
|
Height, Diameter, Orientation, Pressure, Temperature, Materials of Construction |
|
Pumps |
|
Flow, Discharge Pressure, Temperature, ΔP, Driver Type, Shaft Power, Materials of Construction |
|
Compressors |
|
Actual Inlet Flowrate, Temperature, Pressure, Driver Type, Shaft Power, Materials of Construction |
|
Heaters (Fired) |
|
Type, Tube Pressure, Tube Temperature, Duty, Fuel, Material of Construction |
|
Other |
|
Provide Critical Information |
The information presented in Table 1.6 is used in preparing the equipment summary portion of the PFD for the benzene process. The equipment summary for the benzene process is presented in Table 1.7, and details of how to estimate and choose various equipment parameters are discussed in Chapter 11.
Table 1.7. Equipment Summary for Toluene Hydrodealkylation PFD
| Heat Exchangers | E-101 | E-102 | E-103 | E-104 | E-105 | E-106 |
| Type | Fl.H. | Fl.H. | MDP | Fl.H. | MDP | Fl.H. |
| Area (m2) | 36 | 763 | 11 | 35 | 12 | 80 |
| Duty (MJ/h) | 15,190 | 46,660 | 1055 | 8335 | 1085 | 9045 |
|
Shell |
||||||
|
Temp. (°C) |
225 |
654 |
160 |
112 |
112 |
185 |
|
Pres. (bar) |
26 |
24 |
6 |
3 |
3 |
11 |
Phase |
Vap. |
Par. Cond. |
Cond. |
Cond. |
l |
Cond. |
MOC |
316SS |
316SS |
CS |
CS |
CS |
CS |
|
Tube |
||||||
|
Temp. (°C) |
258 |
40 |
90 |
40 |
40 |
147 |
|
Pres. (bar) |
42 |
3 |
3 |
3 |
3 |
3 |
|
Phase |
Cond. |
l |
l |
l |
l |
Vap. |
|
MOC |
316SS |
316SS |
CS |
CS |
CS |
CS |
|
Vessels/Tower/Reactors |
V-101 |
V-102 |
V-103 |
V-104 |
T-101 |
R-101 |
|
Temperature (°C) |
55 |
38 |
38 |
112 |
147 |
660 |
|
Pressure (bar) |
2.0 |
24 |
3.0 |
2.5 |
3.0 |
25 |
|
Orientation |
Horizontal |
Vertical |
Vertical |
Horizontal |
Vertical |
Vertical |
|
MOC |
CS |
CS |
CS |
CS |
CS |
316SS |
|
Size |
||||||
|
Height/Length (m) |
5.9 |
3.5 |
3.5 |
3.9 |
29 |
14.2 |
|
Diameter (m) |
1.9 |
1.1 |
1.1 |
1.3 |
1.5 |
2.3 |
|
Internals |
s.p. |
s.p. |
42 sieve trays 316SS |
Catalyst packed bed-10m |
||
|
Pumps/Compressors |
P-101 (A/B) |
P-102 (A/B) |
C-101 (A/B) |
Heater |
H-101 |
|
|
Flow (kg/h) |
13,000 |
22,700 |
6770 |
Type |
Fired |
|
|
Fluid Density (kg/m3) |
870 |
880 |
8.02 |
MOC |
316SS |
|
|
Power (shaft) (kW) |
14.2 |
3.2 |
49.1 |
Duty (MJ/h) |
27,040 |
|
|
Type/Drive |
Recip./Electric |
Centrf./Electric |
Centrf./Electric |
Radiant Area (m2) |
106.8 |
|
|
Efficiency (Fluid Power/Shaft Power) |
0.75 |
0.50 |
0.75 |
Convective Area (m2) |
320.2 |
|
|
MOC |
CS |
CS |
CS |
Tube P (bar) |
26.0 |
|
|
Temp. (in) (°C) |
55 |
112 |
38 |
|||
|
Pres. (in) (bar) |
1.2 |
2.2 |
23.9 |
|||
|
Pres. (out) (bar) |
27.0 |
4.4 |
25.5 |
|||
|
Key: |
||||||
|
MOC |
Materials of construction |
Par |
Partial |
|||
|
316SS |
Stainless steel type 316 |
F.H. |
Fixed head |
|||
|
CS |
Carbon steel |
Fl.H. |
Floating head |
|||
|
Vap |
Stream being vaporized |
Rbl |
Reboiler |
|||
|
Cond |
Stream being condensed |
s.p. |
Splash plate |
|||
|
Recipr. |
Reciprocating |
l |
Liquid |
|||
|
Centrf. |
Centrifugal |
MDP |
Multiple double pipe |
1.2.4. Combining Topology, Stream Data, and Control Strategy to Give a PFD
Up to this point, the amount of process information displayed on the PFD has been kept to a minimum. A more representative example of a PFD for the benzene process is shown in Figure 1.5. This diagram includes all of the elements found in Figure 1.3, some of the information found in Table 1.5, plus additional information on the major control loops used in the process.
)
Figure 1.5. Benzene Process Flow Diagram (PFD) for the Production of Benzene via the Hydrodealkylation of Toluene
Stream information is added to the diagram by attaching “information flags.” The shape of the flags indicates the specific information provided on the flag. Figure 1.6 illustrates all the flags used in this text. These information flags play a dual role. They provide information needed in the plant design leading to plant construction and in the analysis of operating problems during the life of the plant. Flags are mounted on a staff connected to the appropriate process stream. More than one flag may be mounted on a staff. Example 1.4 illustrates the different information displayed on the PFD.
){kind=link}
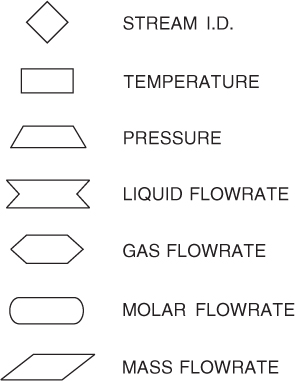
Figure 1.6. Symbols for Stream Identification
With the addition of the process control loops and the information flags, the PFD starts to become cluttered. Therefore, in order to preserve clarity, it is necessary to limit what data are presented with these information flags. Fortunately, flags on a PFD are easy to add, remove, and change, and even temporary flags may be provided from time to time.
The information provided on the flags is also included in the flow summary table. However, often it is far more convenient when analyzing the PFD to have certain data directly on the diagram.
Not all process information is of equal importance. General guidelines for what data should be included in information flags on the PFD are difficult to define. However, at a minimum, information critical to the safety and operation of the plant should be given. This includes temperatures and pressures associated with the reactor, flowrates of feed and product streams, and stream pressures and temperatures that are substantially higher than the rest of the process. Additional needs are process specific. Examples 1.5–1.7 illustrate where and why information should be included directly on a PFD.
Of secondary importance is the fact that flags are useful in reducing the size of the flow summary table. For pumps, compressors, and heat exchangers, the mass flows are the same for the input and output streams, and complete entries in the stream table are not necessary. If the input (or output) stream is included in the stream table, and a flag is added to provide the temperature (in the case of a heat exchanger) or the pressure (in the case of a pump) for the other stream, then there is no need to present this stream in the flow summary table. Example 1.8 illustrates this point.
More information could be included in Figure 1.5 had space for the diagram not been limited by text format. It is most important that the PFD remain uncluttered and easy to follow in order to avoid errors and misunderstandings. Adding additional material to Figure 1.5 risks sacrificing clarity.
The flow table presented in Table 1.5, the equipment summary presented in Table 1.7, and Figure 1.5 taken together constitute all the information contained on a commercially produced PFD.
The PFD is the first comprehensive diagram drawn for any new plant or process. It provides all of the information needed to understand the chemical process. In addition, sufficient information is given on the equipment, energy, and material balances to establish process control protocol and to prepare cost estimates to determine the economic viability of the process.
Many additional drawings are needed to build the plant. All the process information required can be taken from this PFD. As described in the narrative at the beginning of this chapter, the development of the PFD is most often carried out by the operating company. Subsequent activities in the design of the plant are often contracted out.
The value of the PFD does not end with the construction of the plant. It remains the document that best describes the process, and it is used in the training of operators and new engineers. It is consulted regularly to diagnose operating problems that arise and to predict the effects of changes on the process.